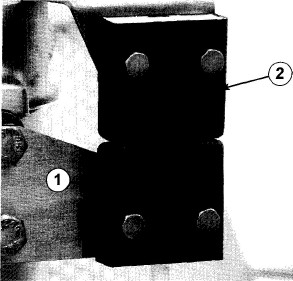
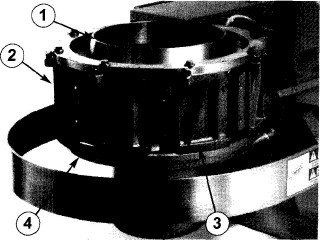
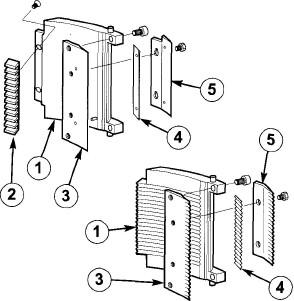
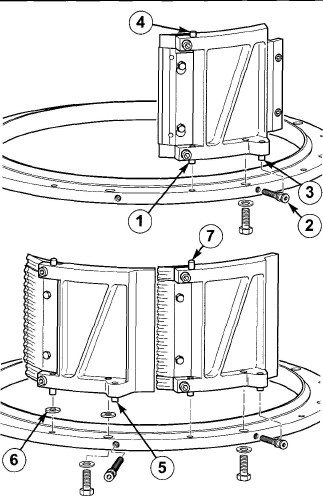
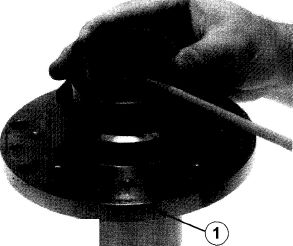
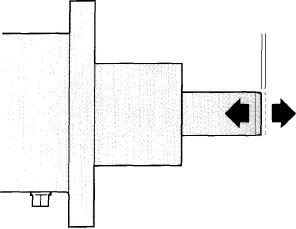
2. Положение(Позиция)
предварительно устанавливало шайбу датчика установки толщины
пластины против колодки как показано в иллюстрации 32.
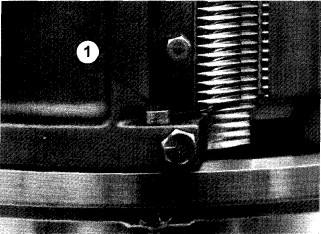
(См. "Регуляторы", предыдущая страница, чтобы установить датчик.) блоки
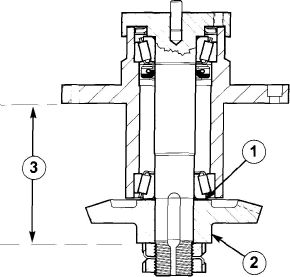
Адаптера используются между датчиком и кольцом на некоторых shredding колодках (иллюстрация
33). Блоки адаптера служат, чтобы держать кончик датчика - на пике морщины
ножа. Датчик скольжения вперед до кончика датчика опирается на край ножа.
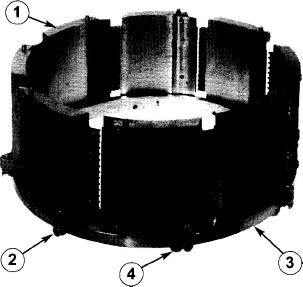
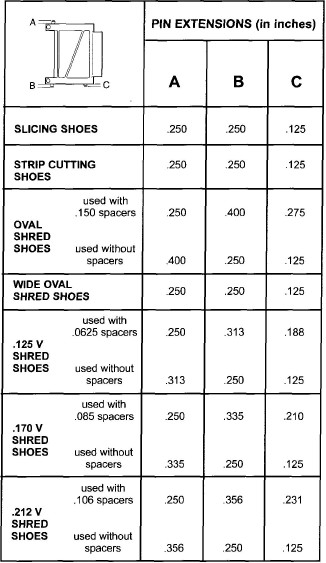
Блоки адаптера и датчики установочного штифта, используемые ниже
перечислены(внесены в список) на странице 73.
Головки для плоской нарезки, нарезки полосками и соломки (.070) — помещают датчик непосредственно в кольцо
поддержки.
Полный клочок (.097) головы
— Использует 22834 .125 блоков датчика установочного штифта между
кольцом поддержки и датчиком, имея размеры к ножу на колодке с
прокладками.
Овальный и полный клочок
(.125) головы — помещает 22133 блока адаптера между кольцом поддержки
и датчиком, имея размеры к ножу на колодке с прокладками.
Широкие овальные головы —
помещают 22133 блока адаптера между кольцом поддержки и датчиком, имея
размеры к ножу на колодке смещения (колодка с большинством морщин).
Используйте 22133 блока адаптера и 22835 .250 блоков датчика установочного
штифта вместе между кольцом поддержки и датчиком, имея размеры к ножу на
колодке с наименьшим количеством морщин.
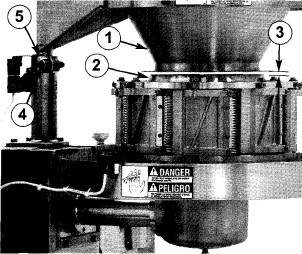
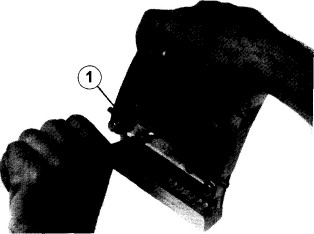
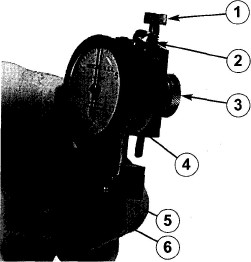
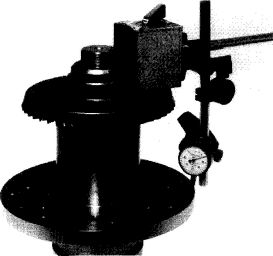
3. Регулировочный
винт поворота на сокращении головы
пока игла индикатора не
прибывает, чтобы установить на нуль. Регулирование, чтобы установить на
нуль должно всегда быть на пути в с винтом. Если наборный диск(солнечные
часы) идет мимо нуля, назад вывинтите и начало.
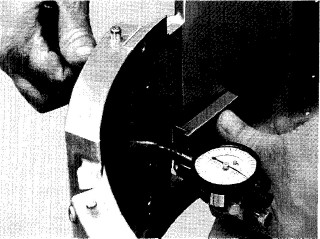
4. Вращать
голову одна колодка против часовой стрелки и повторная
процедура.
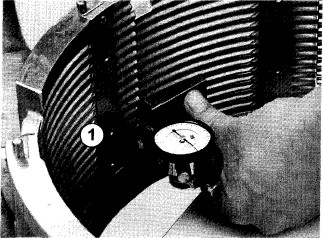
5. Приспособить(Отрегулировать)
три или четыре колодки прошлая отправная точка, чтобы уравновесить
любую накопленную ошибку.